




China currently dominates one of the most critical bottlenecks in the modern industrial economy – the processing of rare earth metals used in advanced electronics and military systems. Now, a new AI-driven facility in Canada is attempting to weaken that dominance.
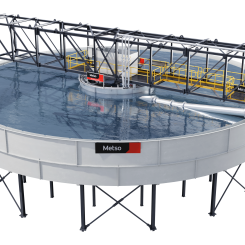
In China, a typical rare earth processing plant employs hundreds of workers moving through networks of large chemical tanks. The work is often hazardous but essential for producing materials used in everything from smartphones to fighter jets and missile guidance systems.
China today accounts for roughly 90 per cent of global rare earth refining capacity. While many countries possess rare earth deposits, the complex chemical processing required to convert minerals into usable metals remains heavily concentrated in China.
A new project in the Canadian province of Saskatchewan aims to change that balance.
Since 2020, the Saskatchewan Research Council (SRC), a government-supported research organisation, has been building a rare earth processing facility funded by the provincial government of Saskatchewan and the federal government of Canada.
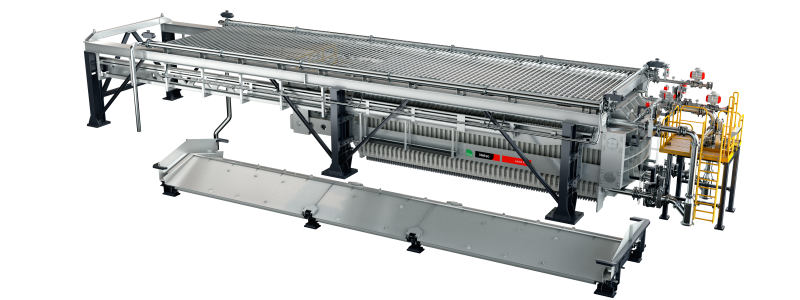
The plant covers the entire chain from mineral concentrate to finished metal. It includes hydrometallurgy, chemical separation and metal smelting – all based on proprietary technologies developed in-house. The system was designed with a focus on operator safety and reduced environmental exposure to hazardous substances.
The facility is expected to be substantially completed in September 2026 and commissioned by December of the same year. After a ramp-up period, full operations are planned for 2027.
AI controls complex chemical separation
One of the most technically demanding parts of rare earth production is separating up to 17 chemically similar elements.
In many Chinese plants, this work involves more than 200 workers manually adjusting valves and chemical flows across large separation systems.
At the Saskatchewan facility, much of the process will instead be controlled by an AI-based operating system. The system continuously analyses thousands of data points and adjusts the process in real time.
The goal is to reduce waste, limit worker exposure to hazardous chemicals, and improve metal purity.
The facility is intentionally smaller than major Chinese plants, with roughly 25 to 30 per cent of the capacity of a full-scale refinery. For now, it functions largely as a demonstration plant for new processing technology.
Despite its size, developers say it can already produce high-purity rare earth metals.
North American supply chain without China
A key partner in the project is the U.S. company REalloys, listed on Nasdaq. The company has secured exclusive rights to a large portion of the metals produced at the Saskatchewan facility.
The materials will be shipped to the company’s metallization plant in Euclid, Ohio, where they will be converted into alloys and permanent magnets used in advanced defence systems.
Andy Sherman, chief science officer at REalloys, summarised the difference between raw materials and finished products in the supply chain.
– Concentrates are a commodity. Materials are a commitment.
Defence manufacturers do not purchase mineral concentrates. They buy processed materials that meet strict military specifications.
Realloys states that the supply chain – from raw material processing to finished components – is designed to operate entirely within North America without Chinese chemicals, technology or capital.
Export restrictions triggered new technology
China’s export control law, introduced in 2020, significantly restricted access to rare earth processing technologies.
As a result, engineers working on the Canadian facility had to develop new systems for separation, automation and process control.
The outcome was a new Western technology platform for rare earth processing that does not rely on Chinese equipment or industrial inputs.
The strategic importance of these metals has become increasingly clear. When China temporarily restricted exports of certain processed rare earth materials in recent years, disruptions quickly spread across global industries.
In one widely cited case, a Ford manufacturing plant halted production after a sudden interruption in supply.
Rare earth elements are also essential in modern military technology. A single F-35 fighter jet contains about 435 kilograms of rare earth materials. A modern U.S. destroyer requires around 4.5 tons, while a nuclear submarine uses roughly 1.5 tons.
Magnets containing heavy rare earth metals such as dysprosium and terbium are particularly critical for high-temperature performance in military systems.
Pentagon procurement rules set to take effect on 1 January 2027 will prohibit Chinese rare earth materials across U.S. defence supply chains. That regulation is expected to increase demand for alternative suppliers outside China.
Industry analysts note that building a fully independent rare earth supply chain could take five to seven years.
Fact:
Rare earth elements are a group of 17 metals used in electronics, permanent magnets, energy systems and advanced military technology. They are not actually rare in the Earth’s crust, but separating them into usable materials requires complex chemical processing – a stage currently dominated by China.
Source: Oilprice.com























































{kind=link}